Insulation dryers for various applications
The AERCUBE® Series condensing dehumidifier benefits from years of practical experience with AERCUBE® system drying technology. For all condensing air dehumidifiers of the AERCUBE® series, special attention was paid to energy efficiency, flexibility, durability and user-friendliness.

When to use insulation dryers?
Insulation dryers can be used to dry moistened wall insulation, floor insulation and places that are difficult to reach.
Walls do not need to be opened up in order to dry

Floors do not need to be removed in order to dry properly

Prevent mould formation by drying completely and in time
A range of equipment available for various applications
Walls do not need to be opened up in order to dry
Floors do not need to be removed in order to dry properly
Prevent mould formation by drying completely and in time
A range of equipment available for various applications
Why do you need insulation dryers?
As a result of the adjustment to the Building Decree in 2003 for noise pollution and insulation standards, the application of sprung floors (insulated floors) has been on the rise.
A sprung floor is placed on a springy insulation layer. This construction requires the edge of the floor to be separate from the wall to facilitate its free movement. However, this construction is associated with several risks in the event of leaks or other forms of water damage.
This includes the possibility of water reaching below the floor via the edge joints as a result of leaking pipes, devices or floor heating system.
Since no air circulation exists under the floor and dry air cannot reach, placing an air dehumidifier/construction dryer alone will not work. You will need insulation dryers, specifically developed for these types of situations.
The drying processes of insulation drying
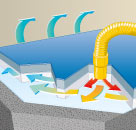 In theoverpressure process, dry heated air is supplied to the insulation material via special openings. During the flow phase, the dry air is enriched with moisture from the layers beneath the floor, escapes into the room via the edge joints or other pressure release openings and is then dried by dehumidifiers. Thanks to this cycle, the material is dried to the material-specific compensation humidity.
In theoverpressure process, dry heated air is supplied to the insulation material via special openings. During the flow phase, the dry air is enriched with moisture from the layers beneath the floor, escapes into the room via the edge joints or other pressure release openings and is then dried by dehumidifiers. Thanks to this cycle, the material is dried to the material-specific compensation humidity.
Attention:Overpressure may damage the floor if applied unprofessionally.
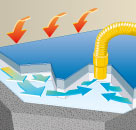 In thenegative pressure process,the entire process is reversed.
In thenegative pressure process,the entire process is reversed.
Humid air is extracted from the insulation material with vaccuum turbines. This creates a vacuum inside the insulation layer, compensated by adding dehumidifier-dried ambient air via the opened edge joints or other influx openings.
Important: The negative pressure process requires a filtration system and a water separator to prevent water or solid substances from entering the insulation dryers. This would clog the turbine and destroy the device. For extensive information on filtration, see: The various links of a filtration chain in insulation drying.
Attention: Overpressure is not the same as negative pressure!
Achieving suction of a certain air volume (e.g. 100 m³ with a counter-pressure of 100 mbar (e.g. Styropor®, mineral wool) takes approx. 20% more power than adding the same air volume with the same counter-pressure (100 mbar) to the insulation. At a counter-pressure of 150 mbar (e.g. perlite), the difference increases to 30%. In other words: an insulation drying aggregate can add approx. 20 to 30% more air volume to the insulation in an overpressure process than suction in a negative pressure process with a similar setup.
Conclusion: As a result of the process, the achievable surface capacities under negative pressure are lower than in an overpressure process
| A comparison of pros and cons of the drying processes | Overpressure | Negative pressure |
| Risk of spreading water uncontrollably in non-affected zones | yes | no |
| Potential inventory damage and deterioration of the indoor climate in adjacent areas | yes | no |
| Moisture forced into edges/corner elements may extend drying times | yes | no |
| Surface capacity with identical machine usage | 100% | 80% |
| General duration of the drying process in relation to | normal | faster |
| Potential capillary pressure-caused deposits in natural stone floors due to minerals | yes | no |
| Potential bulge damage in bitumen screed | yes | no |
| Protection needed against potential contamination of breathable air with spores or carcinogenic microfibres | no | yes |
| Number of drillings necessary for air supply/drain openings | more | less |
| Suitable for use in hygiene-sensitive areas such as hospitals, care homes, schools, kindergartens, etc. | prohibited* | yes |
*Important restoration regulations in the event of fungal spores and dust fibres released into the air
Several protective measures, technical stipulations and local regulations must be observed when it comes to the use of hazardous materials by commercial companies while executing renovation or remediation works. Despite the fact no standardised rules exist that apply to all countries, mould-containing dust is classified as a hazardous substance in many European member states.
The German decree on hazardous materials, for example, states that air extracted from a situation with mould cannot be released into a room directly and that air with inorganic fibres or dust (e.g. mineral wool) can only enter the room once sufficiently purified. One such example is when filter class H or application category K1 or C are used.
 Fungal spores enlarged 3,000x under a Scanning Electron Microscope –
Fungal spores enlarged 3,000x under a Scanning Electron Microscope –
each spore measures approx. eight micrometres which is ten times thinner than human hair!
The steps of a filter chain for insulation dryers
The following needs to be taken into account for process air purification:
- Filtration step: Pre-filtration and coarse separation
In order to protect the filters further down the chain as well as the insulation dryers, water needs to be separated from the drawn water-air mixture. In the technically high-grade Trotec solution, coarse separation is conducted with a special baffle where the water is collected and diverted to the reservoir of the water separator.
- Filtration step: Pre-filtration and fine separation
To optimise the capacity of the filters further down the chain and extend the lifespan of the insulation dryers, additional water needs to be blocked and the air purified of fine particles.Trotec water separators achieve this with a rinsable fine filter (steel pre-filter) where the defined structure of stainless steel wires forms a barrier as water enters while blocking water that falls into the reservoir from the pre-filter. The same barrier also filters particulate matter (wet air filter).
A practical benefit: once the drying process is complete, the stainless steel fine filter can be removed from the water separator quickly and easily, cleaned with water and reused.
- Filtration step: Microfiltration, class F8 according to DIN 779
After pre-filtration, the cleaned and now water-free air has been purified of particles to such an extent that they are no longer visible to the naked eye. However, several reasons remain to subject the process air to microfiltration:Firstly, to assure that contaminated suctioned air is sufficiently purified in accordance with applicable prescriptions before being returned to theroom.
Secondly, as mandatory pre-filtration for applications where the use of a HEPA filter is prescriped, e.g. in the event ofexposure hazard to fungal spores or inorganic fibre dust.
Trotec microfilters are most suitable and approved for the use of vaccum turbines with pressure differentials exceeding 250 mbar and with a filter surface of 0.16 m² and 50 m³ air capacity per filter element optimally adjusted to the maximum air capacity of the vaccum turbine of insulation dryers from the MultiQube system.
Trotec microfilters meet filter class F8 as prescribed for HEPA filtration by DIN EN 779 and are able to separate 99% of all particles from process air up to a size of 2 micrometres!
- Filtration step: HEPA-filtration, class H13 in accordance with DIN 1822-1
The main purpose of HEPA filtration, “drastic microfiltration as a pre-filter is absolutely necessary”, is to safely separate fungal spores, bacteria and the finest microfibres that are suspected to cause cancer. This is why the use of a HEPA filter in ambient air with such sensitising substances (according to TRGS 907 [GefStoffV], TRGS 540) is a legally prescribed protective measure.Class H13 HEPA filters by Trotec are optimally aligned with the technical specifications of the MultiQube insulation dryers’ vacuum turbines as well as the filtration surface of the microfilters and have been approved by filter manufacturers. Thanks to their improved filter geometry, 3 m² filtration surface and and air capacity of 315 m³, HEPA filters by Trotec assure the separation of up to 99.97% of all suspended matter up to a size of 0.3 micrometres. For comparison: human hair has a diameter of approx. 80 micrometres, which is 800 times larger!